

Dnešní PDC vrták Design bitů jako matrice se jen málo podobá tomu z doby před několika lety. Pevnost v tahu a odolnost proti nárazu se zvýšily nejméně o 33 % a pevnost pájky se zvýšila o ≈ 80 %. Současně se zlepšily geometrie a technologie nosných konstrukcí, což má za následek robustní a produktivní matricové produkty.
Materiál řezáků
Frézy PDC jsou vyrobeny z karbidového substrátu a diamantové drti. Vysoká teplota kolem 2800 stupňů a vysoký tlak přibližně 1 000 000 psi tvoří výlisek. Slitina kobaltu také působí jako katalyzátor pro proces slinování. Kobalt pomáhá spojovat karbid a diamant.
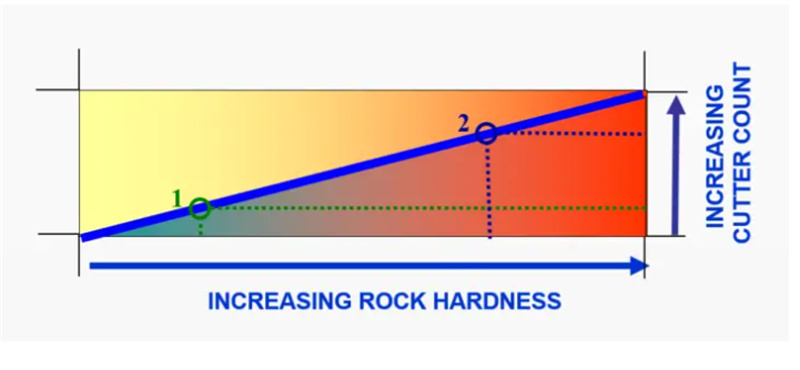
Počet fréz
Na měkké PDC bity obvykle používáme méně fréz, protože každá fréza odstraňuje větší hloubku řezu. U tvrdších útvarů je nezbytné použít více fréz pro kompenzaci menší hloubky řezu.
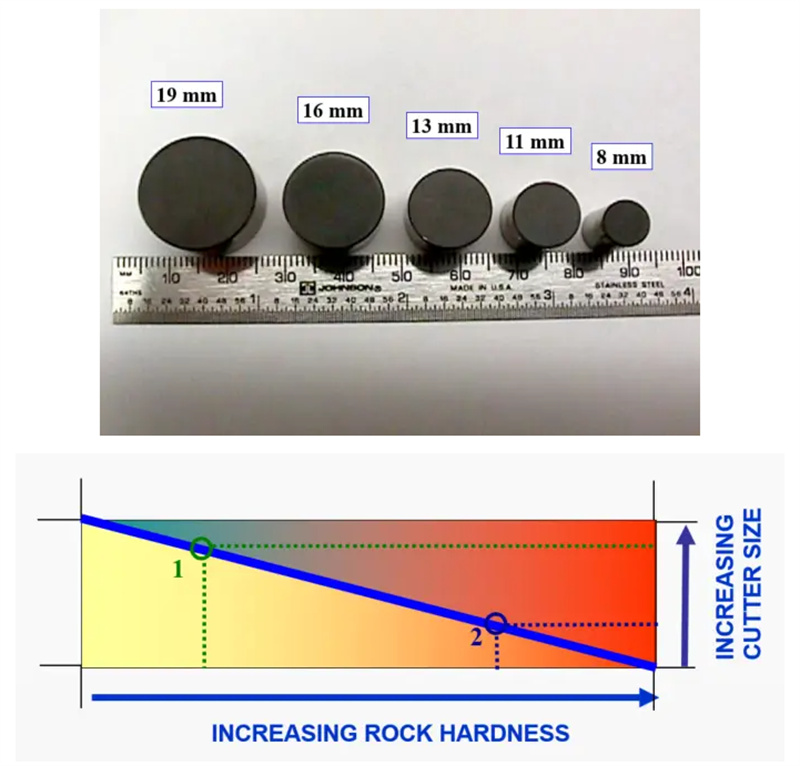
Vrtáky PDC – Velikost fréz
Pro měkčí formace obvykle volíme větší frézy než u tvrdších formací. Obvykle je standardní rozsah velikostí od 8 mm do 19 mm na libovolném bitu.
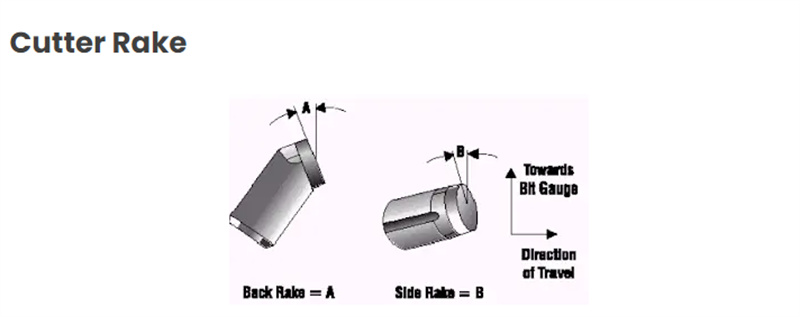
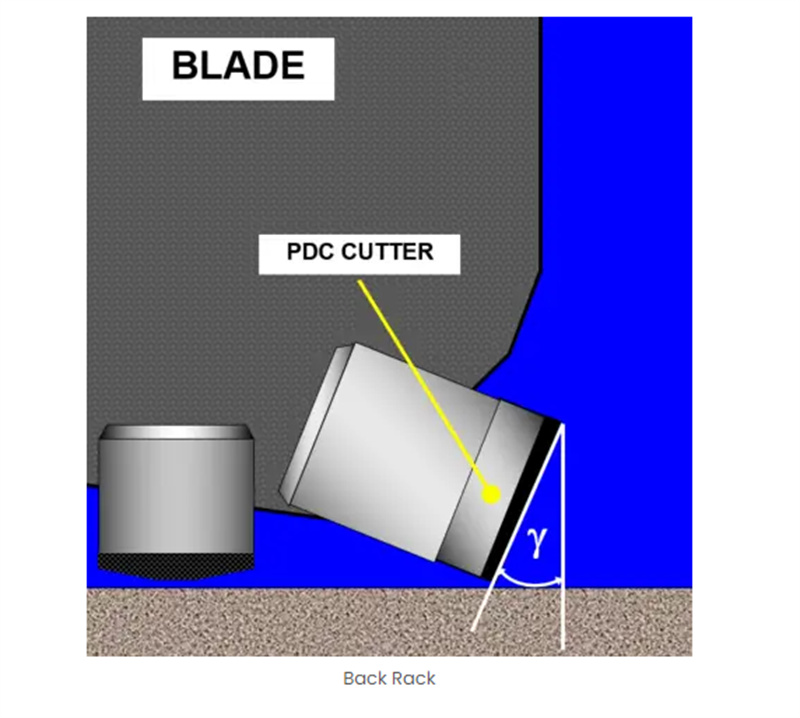
Obecně popisujeme orientaci konstrukce stojanu fréz pomocí zadního a bočního úhlu sklonu.
● Zadní sklon frézy je úhel, který svírá čelo frézy vůči útvaru a je měřen od svislice. Úhly čela se pohybují typicky mezi 15° až 45°. Nejsou konstantní napříč bitem, ani od bitu k bitu. Velikost úhlu čela frézy pro PDC vrtáky ovlivňuje rychlost průniku (ROP) a odolnost frézy proti opotřebení. S rostoucím úhlem čela se ROP snižuje, ale zvyšuje se odolnost proti opotřebení, protože aplikované zatížení je nyní rozloženo na mnohem větší plochu. Frézy PDC s malými hřbety zabírají velké hloubky řezu, a proto jsou agresivnější, vytvářejí vysoký krouticí moment a podléhají zrychlenému opotřebení a většímu riziku poškození nárazem.
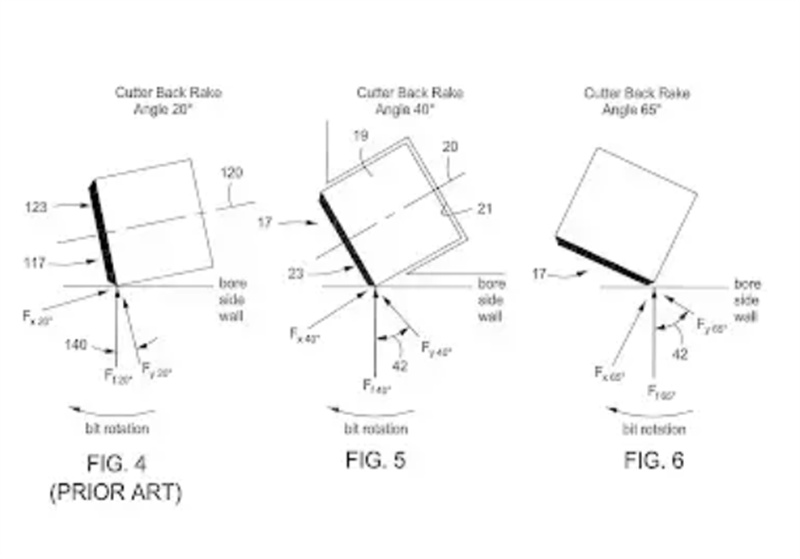
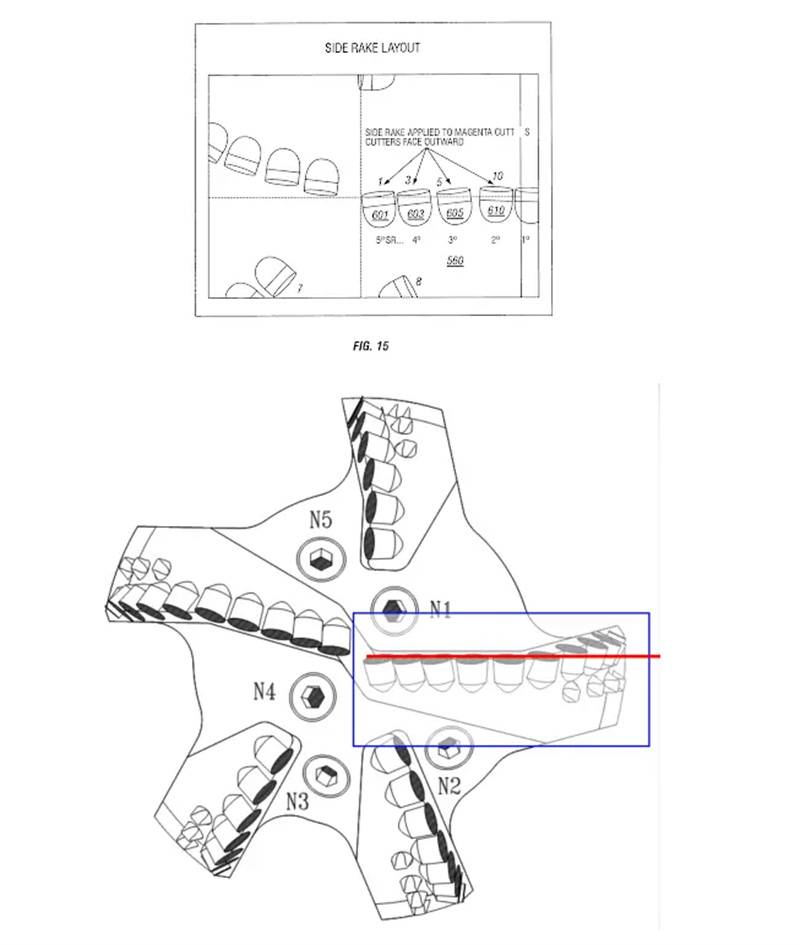
●Sklon na straně frézy je ekvivalentní mírou orientace frézy zleva doprava. Boční úhly čela jsou obvykle malé. Boční úhel čela napomáhá čištění otvoru mechanickým nasměrováním odřezků směrem k mezikruží.


Čas odeslání: 10. srpna 2023